")
500噸框架式液壓機(jī)")
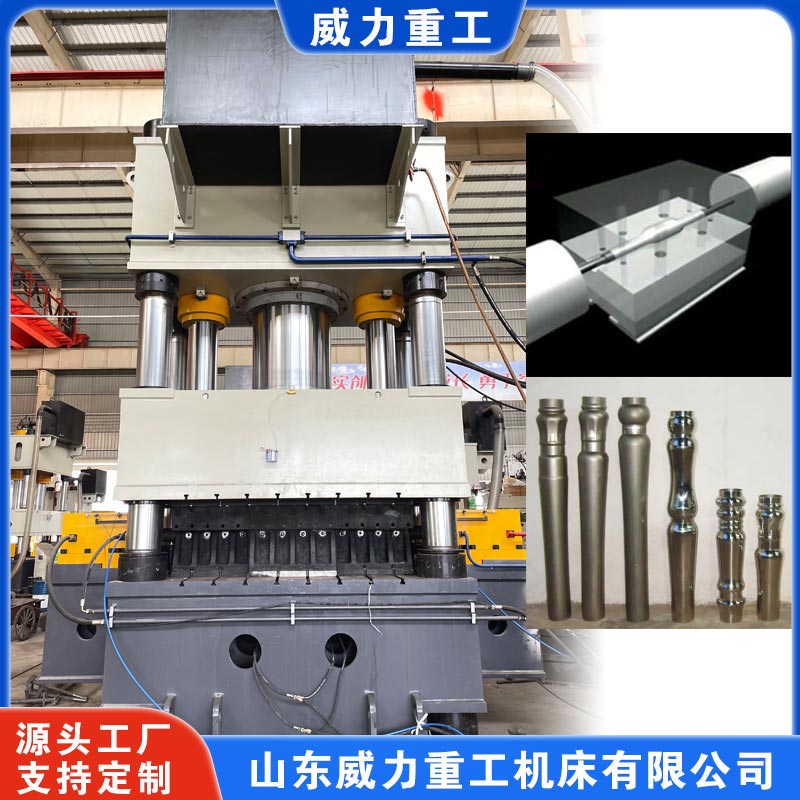
熱鍛萬向節(jié)500噸框架式液壓機(jī)
產(chǎn)品分類: 500噸液壓機(jī)
產(chǎn)品簡介:鍛造壓力機(jī)滑塊上的萬向節(jié)上模具在熱鍛萬向節(jié)500噸框架式液壓機(jī)垂直向下的動(dòng)力作用下,,對安裝在鍛造壓力機(jī)工作臺(tái)的萬向節(jié)下模具上放置的工件加壓。
訂購熱線:18306370978

萬向節(jié)是機(jī)械及汽車傳動(dòng)系中傳遞扭矩的常用關(guān)鍵零件之一,,目前的萬向節(jié)鍛造過程:由安裝在鍛造壓力機(jī)滑塊上的萬向節(jié)上模具在熱鍛萬向節(jié)500噸液壓機(jī)垂直向下的動(dòng)力作用下,,對安裝在鍛造壓力機(jī)工作臺(tái)的萬向節(jié)下模具上放置的加熱圓坯料施加壓力,當(dāng)上模具與下模具閉合后得到帶有較大飛邊的萬向節(jié)毛坯,,再經(jīng)切邊模切邊后得到萬向節(jié)毛坯,。
熱鍛液壓機(jī)是能夠完成各種自由鍛造工藝的鍛造設(shè)備,是鍛造行業(yè)使用最廣泛的設(shè)備之一,。有500T,、630T、800T,、1600T,、2000T、2500T,、3150T,、4000T、5000T等系列規(guī)格的鍛造液壓機(jī),。

500噸液壓機(jī)熱鍛萬向節(jié)

框架式液壓機(jī)廠家型號(hào)齊全

熱鍛萬向節(jié)專用框架式液壓機(jī)
熱鍛設(shè)備500噸框架式液壓機(jī)的特點(diǎn)及優(yōu)點(diǎn):
液壓系統(tǒng)有多級超載保護(hù),、油溫報(bào)警、油位報(bào)警保護(hù)等自動(dòng)保護(hù)裝置,,電器系統(tǒng)采用成熟的PLC控制,,能夠確保設(shè)備及操作者的安全。壓下工作缸均采用大流量充液閥與副油箱同時(shí)供液,,能夠?qū)崿F(xiàn)快速充油,、補(bǔ)油、提升時(shí)的回油,,有效地節(jié)省了短找輔助時(shí)間,,提高了鍛造效率。設(shè)備安裝有可靠的冷卻循環(huán)系統(tǒng),,能夠穩(wěn)定地控制溫升,,保證系統(tǒng)安全可靠的運(yùn)行。
熱鍛萬向節(jié)500噸框架式液壓機(jī)單元工藝有著廣泛的應(yīng)用,。適用于鐓粗,、拉拔、沖孔,、扭轉(zhuǎn),、彎曲、切碎,、心軸拉拔等自由鍛造工藝,,也可用于模鍛,。熱鍛萬向節(jié)500噸框架式液壓機(jī)機(jī)械化程度高、操作速度快,、能控制壓下量,,特別適合鍛造溫度范圍窄的高合金鋼錠開坯,廣泛應(yīng)用于機(jī)械,、鋼鐵,、有色冶金、鐵路機(jī)車,、船舶等行業(yè),。
熱鍛萬向節(jié)500噸框架式液壓機(jī)性能特點(diǎn):
◎機(jī)身采用計(jì)算機(jī)優(yōu)化設(shè)計(jì),為全鋼板焊接框架式結(jié)構(gòu),,精度保持性好,。
◎液壓控制采用插裝閥集成系統(tǒng),工作可靠,、流量大,、內(nèi)泄小、使用壽命長,、系統(tǒng)高度集成,,減少了連接管路與泄漏點(diǎn)。
◎采用按鈕集中控制,,具有調(diào)整,、手動(dòng)和半自動(dòng)(定程單次和定壓單次)三種操作方式。
◎四角八面導(dǎo)軌,,導(dǎo)向精度高,抗偏載能力強(qiáng),,并采用集中潤滑,。
◎滑塊運(yùn)動(dòng)速度快,工作效率高,。
◎滑塊工作壓力,、空載快速下行和慢速工進(jìn)的行程范圍均可根據(jù)工藝需要進(jìn)行調(diào)整。

山東威力重工500噸液壓機(jī)生產(chǎn)車間

熱鍛專用設(shè)備500噸框架式液壓機(jī)
熱鍛萬向節(jié)500噸框架式液壓機(jī)結(jié)構(gòu)組成特點(diǎn):
1,、機(jī)身
山東威力重工設(shè)計(jì)機(jī)身框架式結(jié)構(gòu)設(shè)計(jì),,主滑塊采用可調(diào)斜鍥式四角八面平面導(dǎo)軌導(dǎo)向,抗偏載能力強(qiáng),,具有導(dǎo)向精度高,、精度保持性好等特點(diǎn)。由上橫梁,、滑塊,、工作臺(tái),、主缸、液壓動(dòng)力系統(tǒng)及電器系統(tǒng)等部件組成,。上橫梁,、滑塊和工作臺(tái)采用優(yōu)質(zhì)鋼板焊接而成,焊后經(jīng)高頻振動(dòng)消除焊接應(yīng)力,。
2,、行程限位裝置
行程限位裝置由導(dǎo)向板和行程開關(guān)組成。分別分為上限位開關(guān),,下限電開關(guān),,快轉(zhuǎn)慢開關(guān),共3個(gè)為一組,。調(diào)節(jié)不同的開關(guān)位置,,即可改變活動(dòng)橫梁在上、下端的停止位置,。調(diào)好后,,應(yīng)將鎖緊螺母鎖緊。在定壓成型中,,下開關(guān)只能做下端極限位置的控制(起保護(hù)作用),,不能作壓制行程的控制;在定程成型中,,行程開關(guān)起到超壓保護(hù)作用,。下缸有下缸上限位開關(guān),下缸下限位開關(guān)組成,。保證下缸到達(dá)設(shè)定位置停止,。
3、油缸
油缸缸體,,鍛打內(nèi)孔磨加工成型,。活塞桿材質(zhì)45#鍛件,。
4,、液壓系統(tǒng)
液壓系統(tǒng)由液壓傳動(dòng)和控制系統(tǒng)。主要由油箱,、油泵,、插裝閥、冷卻,、過濾等組成,。通過電氣系統(tǒng)控制電磁換向閥實(shí)現(xiàn)壓力機(jī)的各種動(dòng)作。
(1)油箱
油箱為鋼板焊接件。表面及內(nèi)部經(jīng)過嚴(yán)格除渣,,酸洗處理,。油箱起邊高出蓋板,防治油液露出,。
(2)插裝閥
采用BCV系列插裝閥總成,,結(jié)構(gòu)簡單緊湊,響應(yīng)快內(nèi)泄小,,流量大,,抗污染,維護(hù)方便使用壽命長,。
(3)壓力表
本機(jī)使用抗震油壓表,,顯示精度高,不易損壞,。電接點(diǎn)壓力表時(shí)刻檢測主缸上腔壓力,,到達(dá)設(shè)定壓力停止壓制,實(shí)現(xiàn)定壓返程,。
(4)壓力安全
插裝閥自身帶有壓力調(diào)整系統(tǒng),,壓力超過設(shè)定值溢流回油。使系統(tǒng)始終保持在設(shè)定壓力以內(nèi),,達(dá)到超壓保護(hù),。
5、油缸液壓站部分;
(1)液壓控制系統(tǒng)地面放置于機(jī)身右側(cè)
(2)液壓站油泵入口裝吸油過濾器,、油箱注油口裝空氣濾清器,。
(3)液壓控制系統(tǒng)液壓元件集中布置。
(4)油路管路采用專用液壓軟膠管隔震,。
(5)動(dòng)力裝置(油泵電機(jī)組)提供壓機(jī)工作的主壓力和工作速度,。
(6)方向閥及壓力閥等:優(yōu)質(zhì)品牌。
(7)主油缸及推進(jìn)缸采用活塞式油缸,。
6. 液壓電氣系統(tǒng)部分
(1)有獨(dú)立的控制柜,,電器柜上裝觸摸屏,用來對各種參數(shù)的設(shè)定,。
(2)設(shè)有集中操作控制臺(tái),控制臺(tái)面板上布有工作狀態(tài)指示燈,、顯示儀表和必要的操作按鈕及選擇開關(guān),。設(shè)急停、半自動(dòng),、手動(dòng),、雙手按鈕五個(gè)按鈕以方便操作。其中半自動(dòng),、手動(dòng)采用鑰匙控制選擇方式,。
(3)電氣控制采用PLC控制系統(tǒng),。
(4)電氣系統(tǒng)穩(wěn)定工作條件:電源:220V/380V±10%;環(huán)境溫度:-5℃ —45℃,,相對濕度:50—90%,,控制電源220V。
(5)電氣元件:PLC或同等檔次及以上品牌,;其他電器件優(yōu)質(zhì)品牌,。
※設(shè)備運(yùn)用條件:
一、設(shè)備工作區(qū)域溫度:0~50℃(±)
二,、能源電源:三相四線制380V,、50HZ,電壓晃悠規(guī)模380V±10%
三,、冷卻體例:水冷裝置
四,、液壓系統(tǒng)運(yùn)用介質(zhì):46號(hào)抗磨液壓油
※設(shè)備重要結(jié)構(gòu)
一、主機(jī)
機(jī)身由上橫梁,、勾當(dāng)橫梁,、下橫梁,4根立柱組成,。
二,、液壓節(jié)制系統(tǒng)
三、電氣節(jié)制系統(tǒng)
四,、潤滑系統(tǒng)
五,、安全防護(hù)系統(tǒng)


框架式液壓機(jī)熱鍛萬向節(jié)知識(shí)擴(kuò)展:
正傳動(dòng)軸萬向節(jié)叉是車輛傳動(dòng)系統(tǒng)中的關(guān)鍵零件之一,傳遞著車輛運(yùn)行的全部驅(qū)動(dòng)力,,載荷重,、受力情況極其復(fù)雜,其力學(xué)性能和產(chǎn)品質(zhì)量直接影響著傳動(dòng)系統(tǒng)的可靠性和車輛運(yùn)行的安全性,,采用常規(guī)機(jī)械切削加工成形很難滿足其強(qiáng)度要求,,而熱模鍛壓力機(jī)成形萬向節(jié)叉因力學(xué)性能好、耐磨損,、使用壽命長等優(yōu)點(diǎn)目前正被廣泛使用,。
1.工藝方案的確定
對零件的整體形狀尺寸,表面粗糙度進(jìn)行分析:頭部構(gòu)造比較復(fù)雜,,只能鍛造出零件基本外形,,其他孔部、球形滑槽及花鍵槽部分均以余塊填充,,之后再以機(jī)械加工做出具體形狀,,達(dá)到要求的零件形狀。
2.確定分模位置
確定分模面位置最基本的原則是保證鍛件形狀盡可能與零件形狀相同。使鍛件容易從鍛模型槽中取出,,因此鍛件的側(cè)表面不得有內(nèi)凹地形狀,,并且使模膛的寬度大而深度小。鍛件分模位置應(yīng)選再具有最大水平投影尺寸的位置上,。應(yīng)使飛邊能切除干凈,,不至產(chǎn)生飛刺。對金屬流線有要求的鍛件,,應(yīng)保證鍛件有最好的纖維分布,。
3.確定公差和加工余量
根據(jù)鍛件的形狀復(fù)雜系數(shù),查鍛件形狀復(fù)雜程度等級表,,判斷形狀復(fù)雜程度,。
計(jì)算鍛件的質(zhì)量m=ρv。
確認(rèn)鍛件的材質(zhì)系數(shù)
選擇目睹案件的精度等級:普通級,、半精度級和精度級,。
確定鍛件的公差和余量。根據(jù)鍛件的名義尺寸,、質(zhì)量,、精度等級、形狀復(fù)雜系數(shù)以及鍛件材質(zhì)諸一粟查找鍛壓手冊確定長,、寬和高度方向的尺寸公差,。
4.確定噸位選擇
總變形面積為鍛件再平面圖上的投影面積與毛邊面積之和,根據(jù)常用的經(jīng)驗(yàn)公式,,計(jì)算出所需要使用的壓力機(jī)噸位,。
鍛造過程:由安裝在鍛造壓力機(jī)滑塊上的萬向節(jié)叉上模具在鍛造壓力機(jī)垂直向下的動(dòng)力作用下,對安裝在鍛造壓力機(jī)工作臺(tái)的萬向節(jié)叉下模具上放置的加熱圓坯料施加壓力,,后得到萬向節(jié)叉毛坯,。
最后呢,需要確定即熱方式及鍛造溫度范圍
在鍛造生產(chǎn)中,,金屬坯料鍛前加熱的目的:提高金屬塑性,,降低變形抗力,即增加金屬的可塑性,,從而使金屬易于流動(dòng)成型,,并使鍛件獲得良好的組織和力學(xué)性能。金屬坯料的加熱方法,,按所采用的加熱源不同,,可分為燃料加熱和電加熱兩大類。
金屬的鍛造溫度范圍是指開始鍛造溫度和金屬鍛造溫度之間的一段溫度區(qū)間,。確定鍛造溫度的原則是,應(yīng)能保證金屬在鍛造溫度反問內(nèi)具有較高的塑性和較小的變形抗力。并能使制出的鍛件獲得所希望的組織和性能,。


熱鍛萬向節(jié)500噸框架式液壓機(jī)
廠家直銷 質(zhì)量保證采購:熱鍛萬向節(jié)500噸框架式液壓機(jī)
質(zhì)量承諾
山東威力重工全面做到:售前,、售中、售后熱情服務(wù),。
主動(dòng):安裝,、調(diào)試、培訓(xùn),、等,。及時(shí):接到電話后,以很快捷的方式做出解決方案,,保證用戶滿意,。
物流配送
部分熱鍛萬向節(jié)500噸框架式液壓機(jī)現(xiàn)貨供應(yīng),當(dāng)天訂貨,,當(dāng)天發(fā)貨,,購買便捷。
為了滿足客戶對產(chǎn)品時(shí)間上的要求,,山東威力重工采取多種配送方式 : 1. 送貨上門,;2. 客戶自提;3. 快遞上門,;4. 加急貨件的發(fā)送可根據(jù)您的要求進(jìn)行特快安排,。
付款及聯(lián)系方式
山東威力重工液壓機(jī)有限公司
電話:18306370978(同微信) 傳真:0632-5863818
公司地址:滕州市經(jīng)濟(jì)開發(fā)區(qū)春藤路999號(hào)

")
_四梁四柱")
備:500噸框架式液壓")
")
威力資訊
- 2024-03-09 鍛造鋁合金液壓機(jī)怎么選型,?廠家出具方
- 2023-08-04 鋁合金球頭液壓機(jī)(框架式)使用機(jī)型介
- 2023-07-01 500噸框架式液壓機(jī)壓制耐火蛭石板工藝
- 2023-06-07 315噸拉伸風(fēng)機(jī)外殼液壓機(jī)客戶案例
- 2023-05-17 鍛造截齒專用四柱液壓機(jī)(鍛造專用設(shè)備
- 2023-04-23 315噸液壓機(jī)沖壓哪些型號(hào)礦用錨桿托盤?
- 2023-03-21 1000噸四柱液壓機(jī)鍛造汽車長軸配機(jī)械手
- 2023-02-08 500噸框架式液壓機(jī)用于多向鍛造汽車配件
- 2023-01-28 蛭石板怎么壓塊成型,?400噸四柱液壓機(jī)廠
- 2022-12-26 全自動(dòng)800噸匣缽液壓機(jī)(五梁四柱)升級
威力產(chǎn)品分類
熱鍛萬向節(jié)500噸框架式液壓機(jī)關(guān)產(chǎn)品



聯(lián)系威力

山東威力重工液壓機(jī)有限公司
電話:18306370978(同微信)
手機(jī):18306370978
傳真:0632-5863818
Email:2335649786
公司地址:滕州市經(jīng)濟(jì)開發(fā)區(qū)春藤路999號(hào)


